
Basah atau Kering: Jawapan Langsung untuk Mengasah Silinder Motosikal
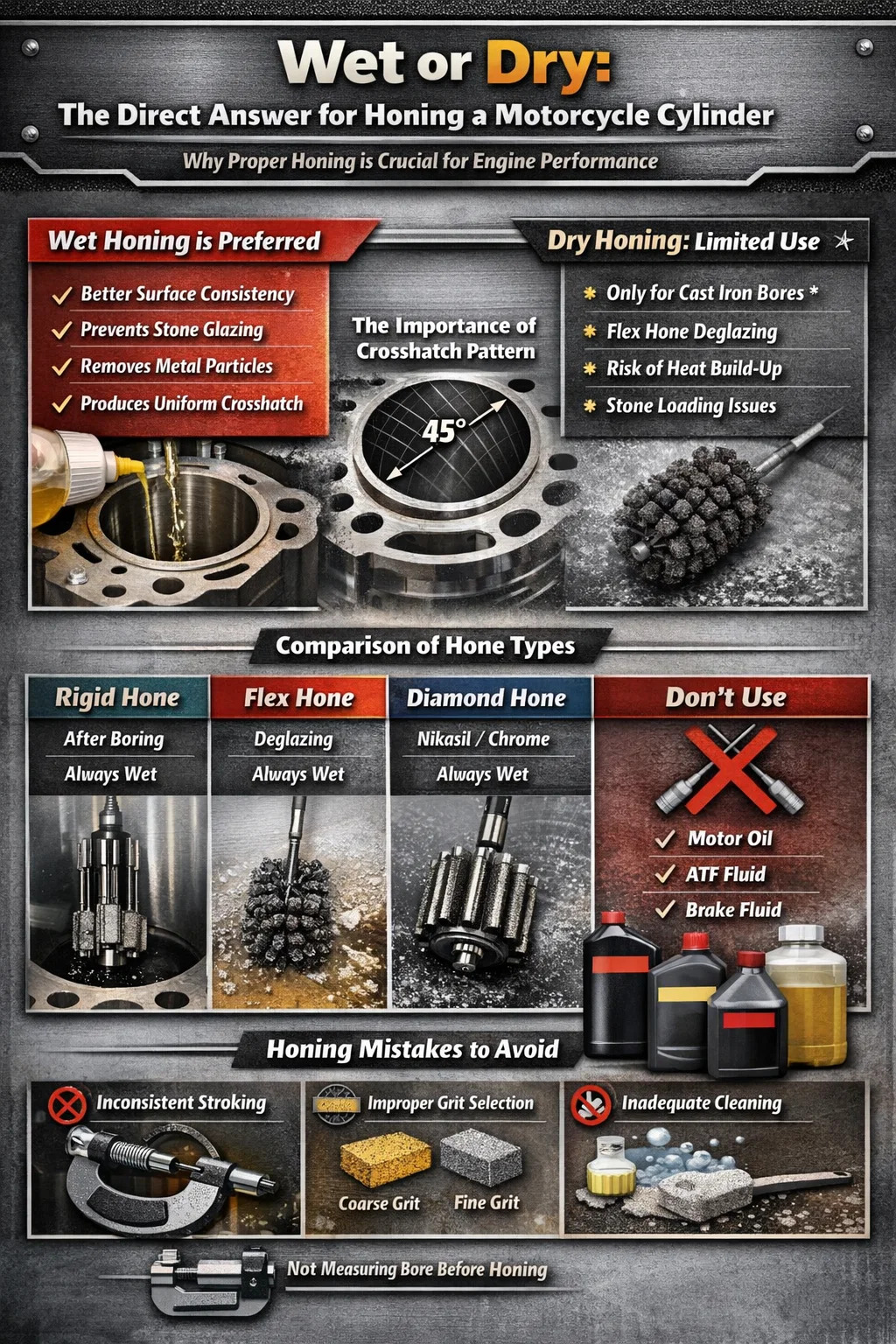
Apabila mengasah a silinder motosikal , mengasah basah adalah kaedah yang disyorkan dalam kebanyakan situasi . Menggunakan minyak mengasah atau pelincir berasaskan petroleum ringan semasa proses mengeluarkan zarah logam, memastikan pemotongan mengasah bersih, menghalang kaca pada batu yang melelas, dan menghasilkan corak silang yang lebih konsisten pada dinding lubang. Pengasah kering hanya digunakan dalam senario yang sangat spesifik — biasanya dengan pengasah berus fleksibel tertentu pada lubang besi tuang — dan walaupun begitu, tukang mesin berpengalaman selalunya lebih suka sekurang-kurangnya kabus pelincir ringan.
Jawapan ini penting kerana kesilapannya secara langsung menjejaskan kedudukan cincin omboh anda. Kerja mengasah yang buruk pada silinder motosikal membawa kepada penggunaan minyak, mampatan yang lemah, kehausan cincin pramatang dan enjin yang tidak pernah berfungsi seperti yang sepatutnya. Sama ada anda membina semula basikal trail 250cc silinder tunggal atau V-twin berlorek besar, memahami proses mengasah secara terperinci tidak boleh dirunding.
Apa Yang Sebenarnya Dilakukan Honing pada Silinder Motosikal
Mengasah ialah proses pemesinan yang melelas yang menapis permukaan dalaman lubang silinder. Ia berfungsi untuk dua tujuan utama: membetulkan ketidaksempurnaan geometri kecil yang ditinggalkan oleh kebosanan, dan mencipta tekstur permukaan tertentu - corak tetas silang - yang memegang minyak enjin dan membolehkan gelang omboh duduk dengan betul pada dinding lubang.
Apabila silinder motosikal bosan untuk menerima omboh bersaiz besar, atau apabila silinder terpakai dipulihkan, permukaan gerek dibiarkan dengan kemasan yang agak kasar dari bar yang membosankan. Mengasah menapis permukaan yang turun kepada purata kekasaran yang tepat (Ra), biasanya diukur dalam mikroinci atau mikrometer. Kebanyakan pengeluar silinder motosikal menetapkan nilai Ra gerek siap antara 15 dan 30 mikroinci (kira-kira 0.38 hingga 0.76 mikrometer) untuk lubang besi tuang konvensional atau berlapis krom, walaupun Nikasil dan pelapik komposit seramik mempunyai spesifikasi yang lebih ketat.
Sudut penetasan adalah sama penting. Crosshatch 45 darjah — bermakna tanda hone bersilang pada kira-kira 45 darjah pada setiap sisi — adalah standard industri untuk kebanyakan enjin motosikal empat lejang. Sudut ini mencipta saluran mikro yang mengagihkan minyak secara sama rata merentasi lubang manakala gelang meluncur ke atas dan ke bawah, menutup gas pembakaran sambil menghalang minyak berlebihan daripada memasuki ruang pembakaran.
Syarat Tekstur Permukaan Yang Perlu Anda Ketahui
- Ra (Purata Kekasaran): Sisihan purata permukaan daripada garis rata sempurna, diukur dalam mikroinci atau mikrometer. Ini adalah spesifikasi yang paling biasa disebut.
- Rz (Min Kedalaman Kekasaran): Purata lima puncak tertinggi dan lima lembah terdalam sepanjang panjang yang diukur. Lebih relevan untuk tingkah laku duduk cincin.
- Rk (Kedalaman Kekasaran Teras): Digunakan dalam spesifikasi mengasah dataran tinggi — nilai ini menjejaskan pengekalan minyak tanpa meningkatkan kehausan cincin.
- Sudut silang: Sudut di mana batu mengasah meninggalkan kesan pada dinding lubang. Terlalu cetek memperlahankan tempat duduk cincin; terlalu curam menyebabkan penggunaan minyak berlebihan.
Mengapa Wet Honing Mendahului Dry Honing untuk Silinder Motosikal
Kimia dan fizik di sebalik pengasah basah menjelaskan mengapa pelinciran membuat perbezaan yang begitu ketara. Apabila batu yang melelas memotong logam tanpa pelinciran, beberapa masalah menjadi cepat.
Pengumpulan Haba Memusnahkan Konsistensi Permukaan
Mengasah kering menghasilkan haba melalui geseran. Walaupun pada kelajuan gerudi sederhana — lazimnya 300 hingga 500 RPM untuk lubang silinder motosikal — pengasah kering boleh meningkatkan suhu permukaan gerudi cukup untuk menyebabkan lelasan yang tidak konsisten. Logam mengembang apabila ia dipanaskan, yang bermaksud diameter lubang yang anda ukur antara lejang tidak sama diameter lubang kembali pada suhu bilik. Ini amat bermasalah dalam silinder aluminium, yang mempunyai pekali pengembangan haba yang lebih tinggi (kira-kira 23 × 10⁻⁶/°C) berbanding besi tuang (kira-kira 11 × 10⁻⁶/°C). Kenaikan suhu 50°F (28°C) dalam lubang aluminium boleh menyebabkan perubahan dimensi 0.001 hingga 0.002 inci — cukup untuk merosakkan spesifikasi kelegaan omboh ke dinding yang ketat.
Pemuatan Zarah Logam Menyumbat Asah
Apabila hone melelas lubang silinder, zarah logam kecil dilepaskan. Tanpa pelinciran untuk membawa zarah-zarah ini pergi, ia akan tertanam dalam batu-batu yang melelas - satu proses yang dipanggil pemuatan. Pengasah yang dimuatkan tidak lagi memotong dengan bersih; sebaliknya, ia membakar permukaan, melumurkan logam pada lubang dan bukannya memotongnya. Ini menghasilkan permukaan yang kelihatan licin tetapi mempunyai ciri pengekalan minyak yang lemah. Apabila gelang omboh menyentuh lubang yang terbakar, ia tidak boleh pecah dengan betul kerana tiada lembah mikro untuk menampung minyak semasa tempoh larian geseran tinggi awal.
Wet Honing Menghasilkan Crosshatch yang Lebih Seragam
Minyak mengasah berfungsi sebagai penyejuk dan cecair pemotong. Ia mengurangkan geseran antara batu dan lubang, membolehkan pelelas memotong secara konsisten sepanjang strok. Hasilnya ialah sudut silang yang lebih seragam dan nilai Ra yang lebih konsisten dari atas ke bawah lubang. Kajian yang membandingkan hasil mengasah basah dan kering secara konsisten menunjukkan bahawa lubang diasah basah mencapai had terima Ra yang lebih ketat, dengan variasi ±2 hingga ±3 mikroinci berbanding ±6 hingga ±10 mikroinci untuk lubang diasah kering dalam keadaan yang sama.
Apabila Pengasah Kering Boleh Diterima
Terdapat situasi sempit di mana pengasah kering digunakan atau diterima. Pengasah lentur (pengasah bebola atau pengasah "berus botol") yang digunakan pada gerek besi tuang untuk operasi nyahlasir cepat — bukan untuk penyingkiran bahan yang ketara — kadangkala boleh digunakan kering atau dengan pelinciran yang minimum. Sifat besi tuang yang lebih lembut dan reka bentuk pengasah berus yang fleksibel dan mementingkan diri menjadikannya lebih pemaaf. Walau bagaimanapun, walaupun dalam senario ini, kebanyakan pembina enjin profesional menggunakan sekurang-kurangnya semburan ringan WD-40, minyak tanah atau minyak pengasah khusus sebelum menjalankan flex-hone kerana hasilnya boleh diukur lebih baik dengan pelinciran daripada tanpa.
Jenis Hones yang Digunakan pada Silinder Motosikal
Tidak semua alat mengasah adalah sama, dan jenis pengasah yang anda gunakan mengubah kedua-dua teknik anda dan keperluan pelinciran anda. Silinder motosikal didatangkan dalam pelbagai diameter lubang — daripada sekitar 38mm pada enjin dua lejang kecil hingga lebih 100mm pada sesaran besar V-kembar — dan alat mengasah mesti sepadan dengan saiz lubang dan kerja di tangan.
Batu Mengasah Tegar (Asah Bermuatan Spring)
Ini adalah jenis yang paling biasa digunakan di kedai mesin automotif dan enjin motosikal. Pengasah tegar terdiri daripada dua atau tiga batu pelelas yang dipasang pada lengan pegas yang menekan dinding lubang di bawah tekanan terkawal. Batu-batu itu boleh didapati dalam pelbagai buih - biasanya antara 80 hingga 400 biji. Grit lebih kasar (80–120) digunakan apabila mengeluarkan bahan selepas membosankan, manakala bulir yang lebih halus (220–400) digunakan untuk kemasan dan menghasilkan corak crosshatch akhir.
Pengasah tegar memerlukan gerudi tegar atau mesin mengasah yang mengekalkan RPM yang konsisten dan kelajuan mengusap. Untuk silinder motosikal, kebanyakan juruteknik menggunakan gerudi elektrik pada sekitar 300–450 RPM digabungkan dengan kadar stroking yang menghasilkan tanda silang 45 darjah. Formulanya mudah: kelajuan mengusap (inci seminit) = RPM × lilitan lubang × sawo matang (sudut rentas/2) . Untuk gerudi 90mm pada 400 RPM yang menyasarkan penetasan silang 45 darjah, ini menghasilkan kira-kira 45–55 pukulan seminit.
Flex-Hone (Asah Bola atau Asah Berus)
Asah lentur ialah aci lentur dengan bola yang melelas dipasang pada selang waktu. Ia mementingkan diri sendiri dan mengikut lubang secara semula jadi, menjadikannya memaafkan mekanik DIY yang tidak mempunyai lekapan mengasah yang tegar. Flex-hones cemerlang dalam deglazing — menanggalkan permukaan berkaca dan mengeras daripada lubang silinder terpakai — dan berkesan untuk menghasilkan kemasan diasah dataran tinggi pada lubang yang sudah berada dalam dimensi spesifikasi.
Grit tersedia untuk flex-hones berkisar antara 60 hingga 800. Untuk kebanyakan kerja deglazing silinder motosikal, 240-grit atau 320-grit flex-hone adalah sesuai. Flex-hones hendaklah sentiasa digunakan dalam keadaan basah — pengilang Brush Research Manufacturing (pembuat jenama Flex-Hone) dengan jelas menyatakan dalam dokumentasi produk mereka bahawa minyak mengasah atau WD-40 hendaklah sentiasa digunakan semasa penggunaan.
Diamond Hones
Alat mengasah berlian menggunakan pelelas berlian industri dan bukannya batu aluminium oksida atau silikon karbida konvensional. Ia digunakan terutamanya pada salutan lubang keras seperti Nikasil (nikel-silikon karbida), komposit seramik, dan lubang krom yang akan cepat memusnahkan batu kasar konvensional. Pengasah berlian hampir digunakan secara eksklusif dalam keadaan basah, dan pemilihan pelincir lebih penting di sini — minyak berasaskan petroleum boleh bertindak balas dengan buruk dengan beberapa pengikat pengasah berlian, jadi cecair pemotong larut air selalunya diutamakan.
Perbandingan Jenis Hone untuk Silinder Motosikal
| Jenis Asah | Kes Penggunaan Terbaik | Pelinciran Diperlukan | Tahap Kemahiran | Penyingkiran Bahan |
|---|---|---|---|---|
| Tegar (Muat Musim Bunga) | Selepas membosankan, penurapan semula penuh | Sentiasa basah | Pertengahan–Maju | Sederhana hingga Tinggi |
| Flex-Hone (Asah Bola) | Deglazing, kemasan dataran tinggi | Sentiasa basah | Pemula–Pertengahan | rendah |
| Diamond Hone | Nikasil, krom, salutan keras | Sentiasa basah (water-soluble preferred) | Maju | rendah to Moderate |
| Plateau Hone (CBN) | Penamat prestasi, enjin perlumbaan | Sentiasa basah | Maju | Sangat Rendah (penamat sahaja) |
Memilih Minyak Pelincir Mengasah yang Tepat untuk Kerja Silinder Motosikal
Tidak semua pelincir berfungsi dengan baik untuk mengasah. Minyak yang salah boleh mencemari lubang, merendahkan batu yang melelas dengan lebih cepat, atau mengganggu tindakan pemotongan. Berikut ialah pecahan praktikal tentang perkara yang berkesan dan perkara yang perlu dielakkan.
Minyak Mengasah Khas
Produk seperti Sunnen Honing Oil, Goodson Honing Oil dan produk yang dirumuskan tujuan serupa adalah standard emas. Minyak ini direka bentuk khusus untuk memberikan kelikatan yang betul, sifat bendalir pemotongan dan pelinciran untuk pemesinan kasar. Mereka membuang zarah logam keluar dari zon pemotongan, mengurangkan beban batu dan tidak meninggalkan bahan cemar yang mengganggu langkah pemasangan enjin berikutnya. Jika anda melakukan apa-apa kerja silinder motosikal yang serius — sama ada pada kapal penjelajah 125cc atau 1200cc dua lejang — minyak mengasah khusus adalah pilihan yang betul.
Minyak Tanah atau Roh Mineral
Minyak tanah (minyak parafin) adalah pengganti medan yang paling biasa digunakan untuk minyak mengasah khusus, dan ia berfungsi dengan baik. Kelikatannya yang rendah membolehkannya menembusi ke dalam zon pemotongan dan membawa keluar zarah logam dengan berkesan. Ramai ahli mesin profesional telah menggunakan minyak tanah selama beberapa dekad dengan hasil yang baik secara konsisten. Semangat mineral berfungsi sama. Kedua-duanya tidak berkesan seperti minyak mengasah yang dibuat khusus, tetapi untuk mekanik DIY mengasah silinder motosikal tunggal sekali setiap beberapa tahun, perbezaan dalam kualiti lubang akhir adalah kecil.
WD-40
WD-40 digunakan secara meluas sebagai pelincir mengasah untuk aplikasi flex-hone (ball hone). Ia ringan, meresap dengan baik dan mudah didapati. Ia adalah pilihan yang boleh diterima untuk kerja-kerja deglazing. Walau bagaimanapun, WD-40 bukanlah cecair pemotong — ia terutamanya pelincir penyesar air dan perencat kakisan ringan. Untuk penyingkiran bahan yang lebih berat dengan pengasah tegar, ia tidak memberikan pelinciran yang mencukupi untuk menghalang pemuatan batu, dan filem ringannya mungkin tidak menyejukkan zon pemotongan dengan secukupnya.
Apa yang Tidak Digunakan
- Minyak motor: Terlalu likat dan meninggalkan sisa yang mencemari permukaan lubang, berpotensi mengganggu tempat duduk cincin.
- Cecair penghantaran (ATF): Mengandungi pengubah geseran dan bahan tambahan yang boleh menyumbat batu mengasah dan meninggalkan bahan cemar permukaan.
- Cecair brek: Higroskopik dan agresif secara kimia — ia akan merosakkan komponen getah berdekatan dan boleh menyerang aluminium jika tidak dikeluarkan sepenuhnya.
- Air sahaja: Menyebabkan pengaratan kilat pada lubang besi tuang hampir serta-merta selepas mengasah, merosakkan permukaan yang baru disediakan.
- Minyak pemotongan (bersulfur gelap): Sebatian sulfur dalam minyak pemotong gelap boleh bertindak balas dengan aloi kuprum yang digunakan dalam beberapa galas enjin dan meninggalkan pewarnaan pada lubang aluminium.
Cara Mengasah Silinder Motosikal: Proses Langkah demi Langkah
Mengasah silinder motosikal dengan betul memerlukan perhatian terhadap perincian, alatan yang betul dan kesabaran. Proses ini mengandaikan anda sedang melakukan kerja deglazing atau penurapan semula ringan pada lubang aluminium atau silinder besi tuang yang berada dalam spesifikasi dimensi — bukan rebore penuh, yang memerlukan peralatan kedai mesin.
Alat dan Bahan yang Diperlukan
- Flex-hone (ball hone) dalam diameter yang betul — biasanya 1–2mm lebih besar daripada diameter lubang untuk ketegangan spring yang betul
- Gerudi elektrik berkelajuan boleh ubah mampu mengekalkan 300–500 RPM
- Minyak mengasah, minyak tanah atau WD-40
- Kain bersih tanpa serabut
- Air sabun panas dan berus lubang untuk pembersihan selepas mengasah
- Mikrometer gerek atau tolok gerek dail
- Kaca pembesar atau skop gerek (pilihan tetapi disyorkan)
- Minyak pemasangan bersih (untuk perlindungan lubang selepas mengasah)
Langkah 1: Ukur Lubang Sebelum Mengasah
Sebelum menyentuh hone ke silinder, ukur diameter lubang di beberapa lokasi — sekurang-kurangnya tiga kedalaman (berhampiran bahagian atas, tengah dan bawah zon perjalanan gelang) dan pada dua paksi serenjang pada setiap kedalaman. Ini mengenal pasti sebarang keadaan tirus atau luar bulat. Jika gerek lebih daripada 0.002 inci (0.05mm) daripada bulat atau tirus, deglaze dengan pengasah lentur tidak mencukupi — silinder perlu membosankan terlebih dahulu.
Langkah 2: Selamatkan Silinder
Lekapkan silinder dengan selamat dalam ragum menggunakan rahang lembut, atau jepitkan pada permukaan kerja. Silinder tidak boleh bergerak semasa mengasah — sebarang goyang atau anjakan mengubah laluan pengasah dan menghasilkan geometri gerek yang tidak sekata. Untuk enjin motosikal satu silinder kecil, keseluruhan jag silinder biasanya boleh diletakkan terus dalam ragum empuk. Untuk enjin berbilang silinder yang lebih besar, silinder individu mungkin perlu dipasang pada plat lekapan.
Langkah 3: Sapukan Minyak Mengasah Secara Liberal
Sapukan lapisan minyak mengasah yang banyak pada kedua-dua flex-hone dan dinding lubang. Jangan kedekut — anda mahu lubang itu cukup basah sehingga anda boleh melihat kilauan minyak di permukaan. Simpan minyak tambahan berdekatan supaya anda boleh menggunakan lebih banyak semasa proses mengasah. Menjalankan pengasah kering walaupun untuk beberapa pukulan boleh memuatkan bola yang melelas dan mengurangkan keberkesanan pemotongan secara kekal.
Langkah 4: Tetapkan Kelajuan Gerudi dan Mulakan Mengusap
Masukkan pengasah lentur ke dalam lubang dan tetapkan gerudi kepada kira-kira 300–450 RPM. Mulakan mengusap hone ke atas dan ke bawah melalui lubang pada kadar yang akan menghasilkan tanda silang yang boleh dilihat. Garis panduan yang biasa disebut adalah dengan menggunakan kadar mengusap yang menyebabkan hone bergerak sepanjang panjang lubang (ditambah kira-kira 1/4 daripada panjang hone melepasi setiap hujung) dalam satu gerakan lancar setiap 1 hingga 1.5 saat.
Untuk silinder motosikal berlubang 100mm biasa dengan zon perjalanan gelang 90mm, 30–60 saat mengasah aktif biasanya mencukupi untuk menyahlarat permukaan dan menghasilkan penetasan yang segar. Jangan terlalu mengasah — mengasah berlebihan mengeluarkan terlalu banyak bahan dan membuka kelegaan di luar spesifikasi.
Langkah 5: Berhenti, Tarik Diri dan Periksa
Selepas 30 saat mengasah, hentikan gerudi semasa pengasah masih di dalam lubang (jangan sekali-kali mengeluarkan pengasah yang berputar - bola boleh menangkap di tepi lubang dan merosakkannya), kemudian tarik balik pengasah yang dihentikan. Lap bersih lubang dengan kain yang tidak berbulu dan periksa permukaan di bawah pencahayaan yang baik. Anda sepatutnya melihat corak tetas silang seragam yang meliputi panjang lubang penuh tanpa baki kawasan berkilat berkilat. Jika bintik berlapis kekal, sapukan minyak segar dan teruskan mengasah.
Langkah 6: Bersihkan Lubang Sebersih-bersihnya
Langkah ini adalah di mana ramai pembina enjin DIY membuat kesilapan yang paling mahal. Mengasah meninggalkan zarah kasar dan serpihan logam di lembah mikro permukaan gerek. Jika serpihan ini tidak dialihkan sepenuhnya, ia bertindak seperti sebatian pengisar tertanam pada gelang omboh dan dinding lubang semasa jam pertama operasi enjin , menyebabkan kehausan dipercepatkan yang merosakkan gerek dan gelang secara kekal.
Kaedah pembersihan yang betul ialah air sabun panas dengan berus lubang, bukan pelarut. Pelarut seperti pembersih brek atau semangat mineral adalah baik untuk melarutkan minyak tetapi tidak secara fizikal mengeluarkan zarah kasar dari lembah mikro permukaan lubang. Air panas dengan sabun pinggan mangkuk (cadangan klasik daripada pembina enjin John Erb dan kemudiannya dipopularkan oleh pembina enjin John Callies) mencipta tindakan menyental yang mengangkat dan membawa keluar zarah kasar secara fizikal. Gosok lubang dengan kuat, bilas dengan air panas bersih, kemudian keringkan serta-merta dan sapukan lapisan minyak pemasangan bersih untuk mengelakkan pengaratan kilat (terutamanya penting untuk besi tuang).
Langkah 7: Pengukuran Akhir
Selepas pembersihan dan sebelum pemasangan, ukur semula lubang untuk mengesahkan ia masih dalam spesifikasi. Deglaze ringan dengan pengasah lentur biasanya mengeluarkan kurang daripada 0.0005 inci (0.013mm) bahan — boleh diabaikan dari segi perubahan dimensi. Jika ukuran anda menunjukkan lebih banyak penyingkiran daripada yang dijangkakan, semak semula teknik anda dan asah pemilihan pasir.
Bahan Silinder Motosikal dan Bagaimana Ia Mempengaruhi Pendekatan Mengasah
Bahan pelapik silinder secara asasnya mengubah cara anda mendekati mengasah. Bahan yang berbeza memerlukan pelelas yang berbeza, bubur jagung yang berbeza, pelincir yang berbeza, dan kemasan permukaan sasaran yang berbeza.
Pelapik Besi Tuang
Pelapik silinder besi tuang tradisional — terdapat dalam kebanyakan kereta Jepun empat lejang, motosikal British dan kembar-V Amerika — adalah yang paling memaafkan untuk diasah. Besi tuang mengandungi grafit bebas dalam struktur mikronya, yang bertindak sebagai pelincir terbina dalam. Ia mengasah dengan baik dengan batu aluminium oksida dan bertindak balas dengan mudah kepada flex-hones. Nilai Sasaran Ra untuk lubang motosikal besi tuang biasanya 20–35 mikroinci dengan gelang konvensional, atau 15–25 mikroinci untuk gelang muka moly. Besi tuang berkarat dengan cepat — sapukan minyak pada lubang dalam beberapa minit selepas menyelesaikan pembersihan.
Silinder Aluminium (Tiada Pelapik)
Sesetengah silinder motosikal - terutamanya dalam enjin dua lejang kecil dan empat lejang moden tertentu - adalah lubang aluminium kosong tanpa pelapik berasingan. Ini memerlukan pengasah silikon karbida atau aluminium oksida dan perhatian yang teliti terhadap pembentukan haba. Bahan aluminium yang lebih lembut mengeluarkan lebih cepat daripada besi, dan struktur kristal yang lebih longgar bermakna anda secara tidak sengaja boleh membuka kelegaan dengan cepat jika anda menggunakan kersik atau mengasah terlalu agresif terlalu lama. Pengasah basah adalah lebih kritikal di sini - perbezaan pengembangan haba antara aluminium dan badan pengasah keluli bermakna pengasah kering menghasilkan lebih banyak kebolehubahan dimensi dalam aluminium berbanding besi.
Lubang Komposit Nikasil dan Seramik
Nikasil (nikel-silikon karbida) ialah salutan keras saduran elektrik yang digunakan dalam lubang bagi banyak enjin motosikal berprestasi tinggi dan moden — termasuk BMW Boxers, enjin berasaskan Rotax dan banyak motosikal sukan Jepun. Salutan komposit seramik seperti SCEM (Bahan Elektrokimia Komposit Suzuki) dan NSS (Kawasaki) berfungsi sama. Salutan ini sangat keras - biasanya 800-1000 pada skala kekerasan Vickers - dan tidak boleh diasah dengan pelelas aluminium oksida atau silikon karbida konvensional . Hanya bahan pelelas berlian atau CBN (boron nitrida padu) boleh memotong permukaan ini dengan berkesan.
Mengasah lubang Nikasil adalah kerja khusus. Sasaran Ra adalah lebih ketat daripada besi tuang - biasanya 10-20 mikroinci - dan pengasah berlian mesti digunakan basah dengan cecair pemotong larut air. Lebih penting lagi, lubang Nikasil yang telah rosak oleh bahan api tercemar etanol (etanol menyebabkan Nikasil larut secara beransur-ansur dari semasa ke semasa) tidak boleh diselamatkan dengan mengasah — silinder mesti disadur semula atau diganti. Ini telah menjadi isu penting dalam pasaran di mana campuran etanol E10 atau lebih tinggi adalah perkara biasa, terutamanya yang menjejaskan motosikal BMW siri R lama dari pertengahan 1990-an.
Lubang Berlapis Chrome
Penyaduran krom keras biasanya digunakan dalam silinder motosikal dua lejang — dan masih digunakan dalam beberapa aplikasi dua lejang berprestasi tinggi dan perlumbaan — kerana kekerasan krom dan pekali geseran rendah adalah sesuai untuk persekitaran lubang terdedah port bagi enjin dua lejang. Lubang krom memerlukan pelelas berlian untuk mengasah, dan spesifikasi kemasan permukaan adalah ketat. Seperti Nikasil, kerja krom biasanya dihantar kepada pakar.
Perbezaan Mengasah Silinder Motosikal Dua Lejang lwn. Empat Lejang
Perbezaan asas antara reka bentuk enjin dua lejang dan empat lejang mewujudkan keperluan mengasah berbeza yang sering mengelirukan mekanik yang bekerja di kedua-dua jenis.
Silinder Dua Lejang
Dalam enjin motosikal dua lejang, port omboh membuka dan menutup laluan masuk dan ekzos dengan bergerak melepasinya di dalam lubang. Ini bermakna permukaan gerek terganggu oleh bukaan port — pengasah mesti melepasi bukaan ini pada setiap lejang. Tepi pelabuhan ini boleh merobek batu mengasah dan menyebabkan pemotongan tidak rata atau merosakkan pengasah.
Silinder dua lejang biasanya menggunakan lubang krom atau Nikasil dan bukannya besi tuang, kerana port tersebut akan menghasilkan penaik tekanan dalam bahan pelapik yang lebih lembut. Mengasah silinder dua lejang dengan bukaan port memerlukan lejang yang pendek dan terkawal dan perhatian yang teliti terhadap pintu masuk dan keluar asah. Ramai juruteknik menggunakan alat chamfering untuk membersihkan tepi pelabuhan dengan ringan sebelum mengasah untuk mengurangkan risiko menangkap batu asah.
Konfigurasi gelang omboh juga berbeza: omboh dua lejang biasanya menggunakan gelang tunggal yang tebal (kadangkala dua) dengan pin pengesan untuk mengelakkan gelang daripada berputar dan menangkap dalam port. Antara muka ring-to-bore dalam dua lejang adalah berbeza daripada empat lejang, dan sudut tetas silang yang diperlukan mungkin berbeza - sesetengah pakar dua lejang lebih suka sudut tetas silang yang lebih cetek 30–35 darjah berbanding standard 45 darjah untuk empat lejang.
Silinder Empat Lejang
Silinder motosikal empat lejang adalah lebih konvensional — permukaan lubang tanpa gangguan dari atas ke bawah, dengan injap dikendalikan oleh kepala dan bukannya port dalam lubang. Ini menjadikan silinder empat lejang lebih mudah untuk diasah, dan pengasah tegar dan pengasah lentur konvensional boleh digunakan dengan bebas tanpa perlu risau tentang tepi port.
Konfigurasi gelang dalam empat lejang - biasanya gelang mampatan atas, gelang mampatan kedua dan gelang kawalan minyak - memerlukan permukaan gerek untuk menyokong pengekalan minyak bagi gelang minyak sambil mengekalkan pengedap yang ketat untuk gelang mampatan. Crosshatch 45 darjah dioptimumkan untuk konfigurasi berbilang cincin ini. Spring pengembang gelang minyak menahan rel berkembar pada gerudi dengan daya yang ketara, dan penetas silang menyediakan tekstur yang mencukupi untuk pengekalan minyak tanpa terlalu kekasaran sehingga rel gelang minyak tidak dapat mematuhi dengan betul.
Kesilapan Biasa Mengasah Yang Merosakkan Ores Silinder Motosikal
Malah mekanik berpengalaman melakukan kesilapan yang boleh dielakkan semasa mengasah silinder motosikal. Ini ialah ralat yang paling kerap muncul sebagai masalah tempat duduk cincin, penggunaan minyak atau haus pramatang selepas pembinaan semula.
Menggunakan Grit yang Salah
Asah pasir kasar (80 atau 120 pasir) yang digunakan sebagai kemasan akhir meninggalkan lubang yang terlalu kasar. Proses tempat duduk cincin akan mengambil masa yang lebih lama, dan dalam beberapa kes, puncak permukaan kasar sebenarnya terlipat dan menghasilkan zarah pelelas yang tertanam di dinding lubang. Sebaliknya, pengasah pasir halus yang digunakan pada lubang yang memerlukan pemotongan lebih agresif hanya membuang masa dan dimuatkan dengan cepat. Padankan kersik dengan kerja: kasar untuk penyingkiran bahan selepas membosankan, halus (240–320) untuk deglaze akhir dan tetas silang pada lubang yang sudah dalam spesifikasi.
Kelajuan Mengusap Tidak Konsisten
Menukar kelajuan mengusap semasa hantaran mengasah menukar sudut penetasan. Jika anda pergi lebih laju di bahagian atas dan lebih perlahan di bahagian bawah, anda akan menghasilkan lubang dengan sudut silang yang tidak konsisten dari atas ke bawah — lebih ketat di bahagian atas tempat anda perlahan, lebih cetek di bahagian bawah tempat anda memecut. Ini menghasilkan pengedaran filem minyak yang tidak konsisten dan tempat duduk cincin yang tidak rata. Amalkan irama pukulan yang konsisten sebelum mengasah lubang.
Tidak Memanjangkan Kejujuran Melepasi Hujung Bore
Jika hone tidak pernah melepasi tepi atas dan bawah lubang semasa strok, kawasan tersebut menerima kurang tindakan kasar daripada bahagian tengah lubang. Hasilnya ialah lubang yang lebih ketat di bahagian atas dan bawah (di mana pembalikan cincin berlaku) berbanding di tengah — betul-betul bertentangan dengan apa yang anda inginkan. Benarkan hone memanjangkan kira-kira satu perempat daripada panjangnya melepasi setiap hujung lubang pada setiap lejang.
Pembersihan Selepas Mengasah yang Tidak Mencukupi
Seperti yang dibincangkan dalam langkah pembersihan di atas, menggunakan pelarut dan bukannya air sabun panas meninggalkan zarah kasar di dalam lubang. Akibatnya teruk. Dalam satu kajian kes pembinaan enjin yang didokumentasikan dengan baik, enjin yang dibina semula dengan lubang yang dibersihkan dengan pelarut (tetapi tidak digosok dengan air) menunjukkan ukuran haus gelang omboh 0.003 inci selepas 500 batu — jumlah yang biasanya mengambil masa 50,000 batu dalam lubang yang dibersihkan dengan betul. Pasir tertanam bertindak sebagai kompaun lapping, dan apabila kehausan cincin kelihatan, gerek itu sendiri sering rosak melebihi had saiz besar seterusnya.
Mengasah Gergaji Yang Sudah Bersaiz Besar
Mekanik kadangkala cuba mengasah lubang yang sudah berada pada had saiz besar maksimumnya, dengan harapan dapat membersihkan sedikit markah atau kesan haus. Jika mengasah membawa lubang melebihi spesifikasi saiz besar maksimum, tiada omboh bersaiz besar tersedia untuk memuatkannya dengan betul. Sentiasa ukur sebelum mengasah dan sahkan bahawa terdapat bahan yang mencukupi untuk langkah bersaiz besar seterusnya sebelum mengeluarkan sebarang logam.
Menggunakan Flex-Hone Apabila Membosankan Diperlukan
Asah lentur tidak boleh membetulkan lubang luar bulat atau tirus - ia mematuhi bentuk lubang sedia ada dan melecet semua permukaan secara seragam, jadi jika lubang itu bujur, ia kekal bujur. Keadaan luar pusingan yang lebih besar daripada 0.002 inci (0.05mm) atau tirus lebih besar daripada 0.002 inci memerlukan membosankan, bukan mengasah. Menggunakan flex-hone pada lubang yang memerlukan boring memberi anda lubang dengan tanda silang yang segar tetapi geometri masih lemah — dan cincin yang tidak boleh dikedap dengan betul.
Kelegaan Omboh ke Dinding dan Mengapa Ketepatan Mengasah Penting
Mengasah akhirnya dalam perkhidmatan untuk mencapai kelegaan omboh ke dinding yang betul. Ini ialah jurang antara skirt omboh dan dinding lubang, diukur pada muka tujahan omboh (berserenjang dengan paksi pin pergelangan tangan) di bahagian bawah skirt.
Spesifikasi kelegaan omboh ke dinding biasa untuk enjin motosikal berbeza dengan ketara mengikut aplikasi:
| Jenis Enjin | Julat Kelegaan Biasa | Nota |
|---|---|---|
| Jalan empat lejang, lubang besi tuang | 0.001–0.002 in (0.025–0.05 mm) | Julat spesifikasi OEM standard |
| Jalan empat lejang, lubang aluminium | 0.002–0.003 in (0.05–0.076 mm) | Pengembangan haba yang lebih tinggi memerlukan lebih banyak kelegaan |
| Persembahan/perlumbaan empat lejang | 0.003–0.005 in (0.076–0.127 mm) | Suhu operasi yang lebih tinggi, omboh palsu mengembang lebih banyak |
| Dua lejang, lubang krom | 0.002–0.004 in (0.05–0.10 mm) | Berbeza secara meluas mengikut anjakan |
Kelegaan yang terlalu ketat menyebabkan lecet omboh apabila enjin mencapai suhu operasi dan omboh mengembang untuk menutup jurang yang tinggal. Kelegaan yang terlalu besar membolehkan batuan omboh, meningkatkan hembusan gelang, menghasilkan bunyi mekanikal ("tamparan omboh"), dan selalunya membawa kepada kehausan cepat dan kehausan omboh. Proses mengasah mesti dikawal dengan cukup tepat sehingga diameter lubang akhir berada dalam 0.0005 inci (0.013mm) daripada dimensi sasaran — toleransi yang memerlukan pengukuran yang teliti dan penyingkiran bahan yang terkawal.
Bila Perlu Mengasah vs. Bila Menghantar Silinder Motosikal ke Kedai Mesin
Tidak setiap situasi silinder memerlukan tindak balas yang sama. Memahami had perkara yang boleh anda lakukan di rumah berbanding perkara yang memerlukan pemesinan profesional menghalang kesilapan yang mahal.
Mengasah DIY Sesuai Apabila:
- Lubang adalah dalam spesifikasi dimensi (dalam 0.002 inci bulat dan lurus)
- Gergaji dikacau daripada penggunaan berpanjangan dan gelang tidak lagi duduk dengan betul
- Gelang omboh baharu sedang dipasang tanpa membosankan, dan gerek memerlukan penetak silang yang baru untuk pecah masuk cincin
- Karat permukaan ringan atau lubang kakisan kecil perlu dibersihkan (walaupun lubang dalam memerlukan kebosanan)
- Bahan gerek adalah besi tuang atau aluminium standard — bukan Nikasil atau krom
Kerja Kedai Mesin Profesional Diperlukan Apabila:
- Lubang adalah lebih daripada 0.002 inci daripada bulat atau tirus - membosankan diperlukan
- Silinder mempunyai pemarkahan yang mendalam daripada rampasan omboh - membosankan atau penyaduran semula diperlukan
- Bahan lubang adalah Nikasil, komposit seramik, atau krom - perkakas berlian khusus diperlukan
- Kelegaan omboh ke dinding perlu ditetapkan dengan tepat untuk menerima omboh bersaiz besar
- Silinder dua lejang dengan kerosakan port yang meluas ke permukaan gerek
- Sebarang keadaan di mana ketepatan dimensi lebih baik daripada ±0.001 inci diperlukan
Kadar kedai mesin untuk membosankan dan mengasah silinder motosikal biasanya berkisar antara $40 hingga $120 setiap silinder bergantung pada diameter gerek, bahan dan kawasan. Untuk silinder motosikal yang memerlukan pembetulan geometri yang tulen, ini adalah wang yang dibelanjakan dengan baik — cuba membaiki lubang yang melengkung atau bersaiz besar dengan flex-hone $20 dari kedai alat ganti kereta hanya akan menghasilkan silinder yang masih memerlukan kedai mesin, ditambah dengan flex-hone yang sia-sia.
Pecah Cincin Selepas Mengasah Silinder Motosikal
Silinder motosikal yang diasah dengan betul hanyalah permulaan. Proses pecah cincin — beberapa jam pertama operasi selepas pemasangan — menentukan sejauh mana gelang mematuhi lubang dan berapa lama enjin akan mengekalkan mampatan yang baik dan penggunaan minyak yang rendah.
Semasa pecah masuk, titik tinggi (puncak) corak penetasan secara beransur-ansur berkurangan di bawah tekanan gelang, mewujudkan permukaan dataran tinggi di mana gelang itu menunggang pada puncak rata dengan lembah penahan minyak di antara mereka. Kesan mengasah dataran tinggi ini berlaku secara semula jadi semasa pecah masuk, tetapi ia memerlukan kemasan permukaan awal adalah betul — jika Ra terlalu kasar, pecah masuk mengambil masa terlalu lama dan haus cincin adalah berlebihan; jika ia terlalu licin, gelang tidak dapat menghasilkan geseran yang mencukupi untuk menyesuaikan dengan betul.
Protokol Pecah Masuk untuk Enjin Motosikal
- Hidupkan enjin dan biarkan ia mencapai suhu operasi — biasanya 5 hingga 10 minit pada pendikit yang berbeza-beza, mengelakkan melahu yang berterusan.
- Matikan enjin dan biarkan ia sejuk sepenuhnya ke suhu bilik. Kitaran haba ini membantu meletakkan gelang dengan membenarkan gerek dan omboh mengembang dan mengecut, menepati permukaan antara satu sama lain.
- Ulangi proses kitaran haba dua hingga tiga kali sebelum tunggangan pertama.
- Semasa 500 batu pertama, tukar pendikit secara berterusan dan elakkan RPM tinggi yang berterusan — ini menghalang kaca gelang dalam kedudukan separa duduk.
- Tukar minyak enjin pada 500 batu untuk mengeluarkan zarah logam yang dihasilkan oleh proses tempat duduk cincin.
- Elakkan seret pendikit ringan dan elakkan RPM tinggi yang berterusan sehingga penukaran minyak pertama selesai. Kedua-dua ekstrem menghalang tempat duduk cincin yang betul.
Silinder motosikal yang diasah dengan baik dengan cincin pecah dengan betul akan menunjukkan bacaan mampatan yang stabil sebanyak 500–1000 batu dan harus mengekalkan bacaan tersebut sepanjang hayat enjin. Jika bacaan mampatan masih meningkat atau berubah dengan ketara selepas 1000 batu, ini petanda proses mengasah atau pecah masuk tidak sesuai.
 Silinder Motosikal Alloy Aluminium untuk Bahagian Enjin Yamaha")

 Tahan Pakaian Yamaha Aluminium Alloy Silinder")
 silinder enjin yamaha tahan lama")
 Yamaha Aluminium Silinder Enjin Motosikal Berprestasi Tinggi")
 komponen motosikal aluminium yamaha")
 Yamaha")
 Silinder enjin aluminium yang disejukkan oleh Yamaha")
